|
|
|
|
|
|
Tools
 Center Punch |
 Ballistickers |
 EoStickers |
 SafePort® |
 KX3 Caps |
 Sling cable |
 MOACKS |
 Pocket MOACKS |
 5.56 Reamer |
 ILM |
Site Hold Fixture
Many times when I need to do a little machining or handwork on a front or rear sight, it can be done while it's mounted in the slide. Other times that just doesn't work for one reason or another.
It might be serrating or re-serrating a rear face, lowering it, deepening / widening a rear sight notch, narrowing a front sight, drilling for tritium, or making one from, say, a blank from MGW. Or maybe I just want to round a few sharp edges by hand and either it's not in the slide at the moment or I don't want to risk slipping and putting an unwanted mark in the slide. So for those times I use one of the fixtures I've made over the years. They're pretty unrefined but they get the job done. They're made from whatever piece of scrap aluminum was handy and are not much to look at:
It occurred to me that some of the other 'smiths could maybe use something similar, so I have made a batch that are a little more presentable. They are made from 7075 aluminum.

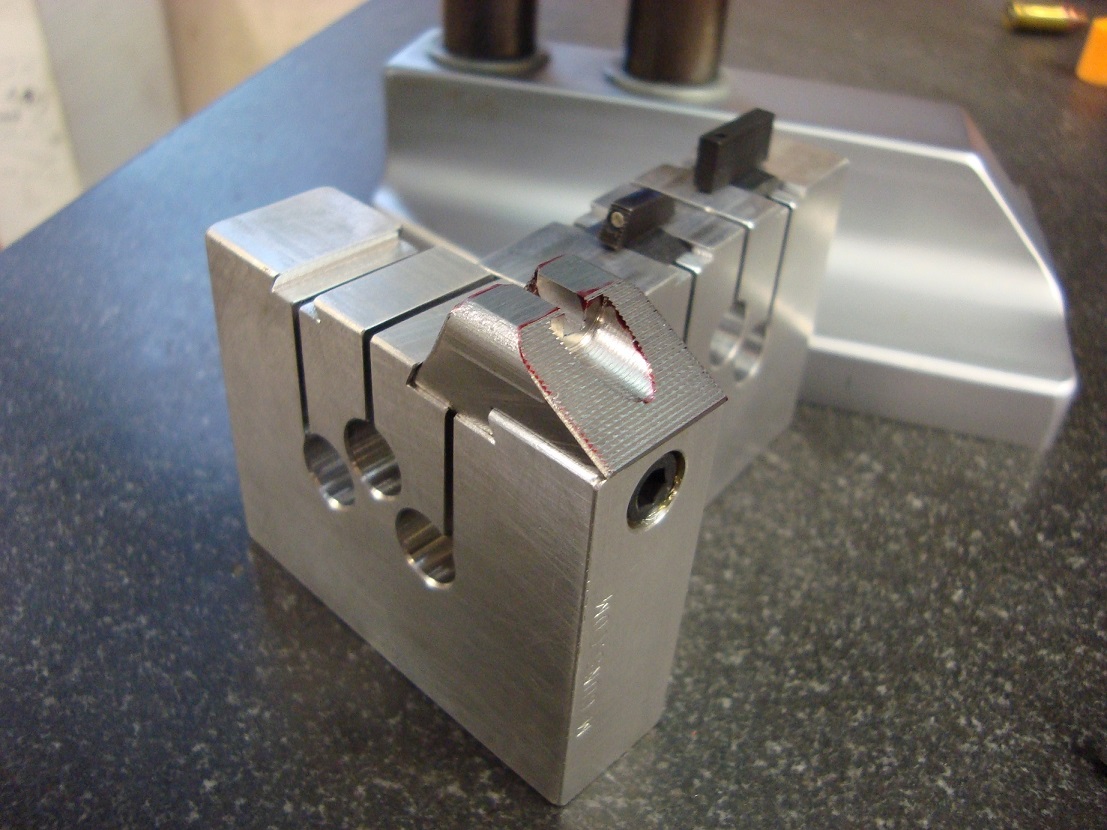


If you think it might break at the flex point, note that the actual flexing amounts to less than a few thousandths up at the dovetail cut; my original ones are far from optimal in this regard and have been working for (the oldest one) fourteen-plus years.
Of the ones pictured, one is made for the Novak Low Mount cut and Kimber cut rears, the other is made for Springfield and MGW fronts--- this one is cut to accommodate either the .075 or .062 dovetail height. The plan for now is to offer them two ways:
- Dovetails cut to order, you tell me which two you want, $110.00
- Blank, you cut the dovetails. I will make the three slits but stop 1/8" short of breaking through
so they're solid enough to take the dovetail cutting, then you cut the slit the rest of the way with
a hack saw, $80.00.
You can PayPal me the funds using my email, metalmaster@m-guns.com, or send a check made out to Michiguns to:
MG
Box 42
Three Rivers, MI 49093